


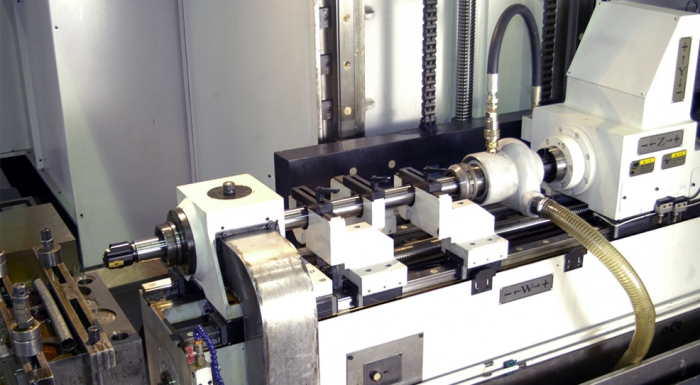
现代化机械(machinery)设备(shèbèi)的发展让深孔钻有了一席之地,在很多金属、五金、铝(Al)型材等打孔、扩孔的操作(operate)工艺( technology)有着卓越效果(effect)。钻孔机钻孔机是指利用比目标物更坚硬、更锐利的工具通过旋转切削或旋转挤压的方式,在目标物上留下圆柱形孔或洞的机械和设备统称。也有称为钻机、打孔机、打眼机、通孔机等。通过对精密部件进行钻孔,来达到预期的效果.深孔钻深孔的加工特点:1.刀杆细长刚性差,冷却困难切屑难排。2.由于刀具在孔内切削,切削情况和刀具磨损无法观察。钻深孔方法:1.直径3~20mm用枪孔钻。2.直径20~65mm用高压内排屑深孔钻或用喷吸钻,也可用可转位刀片交错齿深孔钻深孔机床深孔机床主要有卧式深孔钻镗床,立式深孔钻镗床,深孔枪钻,深孔桁磨机。深孔加工机床根据工件的长短选用两种加工工件艺:短工件采用授油器授油并液压顶紧.深孔钻机床导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。立式深孔钻深孔钻按排屑方式分为外排屑和内排屑两类。外排屑的有枪钻、深孔扁钻和深孔麻花钻等;内排屑的因所用的加工系统不同,分BTA深孔钻、喷射钻和DF深孔钻3种。在制作(Make)深孔钻的时候,需要控制(control)配件以及装夹孔的精度(精确度)大小,就需要控制初加工(Processing)时是需要孔径(aperture)大小。 说到孔径大小一般是指的初加工的铝件与钣金尺寸的孔径,这些都是有工程(Engineering)师设计(Design)的CAD图纸进行模拟(定义:对真实事物或者过程(process)的虚拟)实验(experiment),在设置(set up)图纸孔径大小的时,需注意(attention)调整尺寸以及合理性。在进行机器(machine)局部(part)图拆分图,方便加工配件以及铝件的组装。在初加工进行打孔、扩孔、镗孔的时候,操作工需进行测量(cè liáng)孔径大小,利用测量仪器(appliance)结合工件CAD图进行精密(precise)测量。一般精密度(单位:g/cm3或kg/m3)测量工具为厚度规,厚度规有代表厚度规、数字化厚度规。这是深孔钻确保精度的唯一标准,一般工件的误差在0.02mm左右,这也是机床本身与测量精度的尺寸,这个误差相对于深孔钻来说是想当小,几乎可忽略不计了。 在测量工件与配件的工程(Engineering)中一定要仔细,这些问题会直接影响深孔钻在操作过程中的一部分误差,在绘制CAD图纸的时候就需要合理与精准,确保深孔钻的误差才可以确保客户(kè hù)收到的机床能够使用(use)得当。
http://www.xlcmetal.com/
http://www.sifuweixiu.cn/
http://www.lcpplas.com/
http://www.absplas.com/
http://www.gdtaihan.cn/
http://www.infrared-heater.cn/
http://www.juyuansujiao.com/
http://www.gdhanchuang.com/
http://www.hongxiangzuche.com/
http://www.zhhongxiang.com/
内页/目录页/主题页链接需求
本文由钻孔机厂家-台翰机械整理发布,转载请注明出处,原文地址:http://www.gdtaihan.cn/news/172.html